






































Case Study Suntory – Advancing Water Sustainability



Project Highlights

Energy-Efficient, Sustainable Design
A low-energy, efficiency-focused design capable of achieving 50% energy savings, positioning this greenfield site as a world-leading sustainable model.

Exceptional Water Recovery & Savings
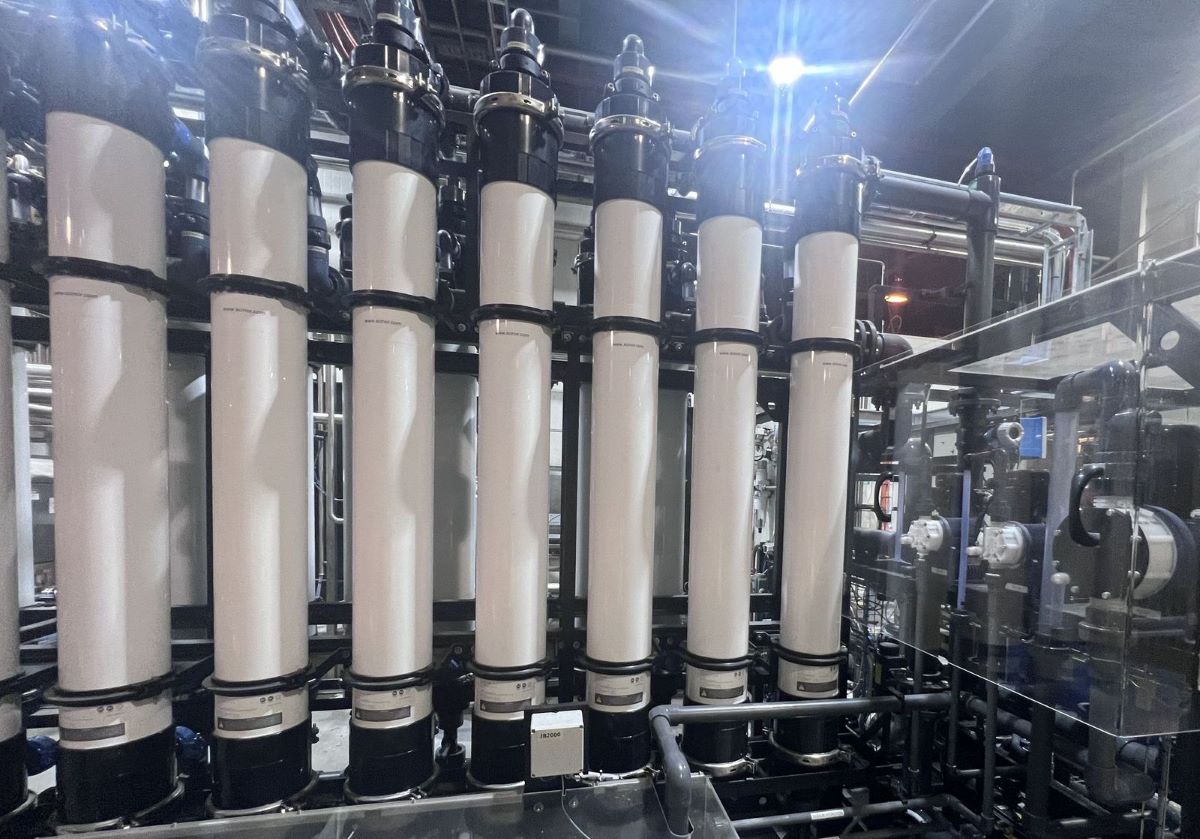
The UF and RO system can deliver up to 43,550 L/hr of water savings compared to conventional designs, with industry-leading recovery rates of up to 99.98% (UF) and 94.4% (RO).
Enhanced Operational Performance & Reliability
Features include HEPA-protected tanks, optimised antiscalant, full heat sanitisability, and energy-saving idle operation, supported by a comprehensive maintenance program ensuring long-term reliability.
More about this project
Suntory is a globally recognised leader in the beverage industry, guided by its philosophy of “Growing for Good.” With a strong focus on sustainability and innovative water stewardship, Suntory invests in technologies and initiatives that protect and regenerate vital water resources. This commitment to responsible growth and environmental leadership has made Suntory a benchmark in the global beverage sector.
Before the system development, Suntory faced a range of challenges impacting water sustainability and plant operations:
- Wastewater Management: large capacity water treatment systems producing large volumes of waste
- Design Delays: Tank redesign complexities and the integration of multiple water treatment plants to achieve hygienic standards created project holdups
- Hygiene Standards: Requirement for fully hygienic process and tight microbiological specifications, including the need for HEPA-filtered flush tank air entry for compliance.
- System Integration: Coordination across multiple engineering consultants and existing plant infrastructure
- Reliability Requirements: Need for a low-maintenance, compliant and user-friendly serviceable systems.
BHF developed and delivered a tailored solution for Suntory’s evolving needs:
- Custom UF + RO System: Advanced ultrafiltration and reverse osmosis combination
- Hygienic Design: Sanitary design including HEPA-filtered air entry for the flush tank to maintain system cleanliness
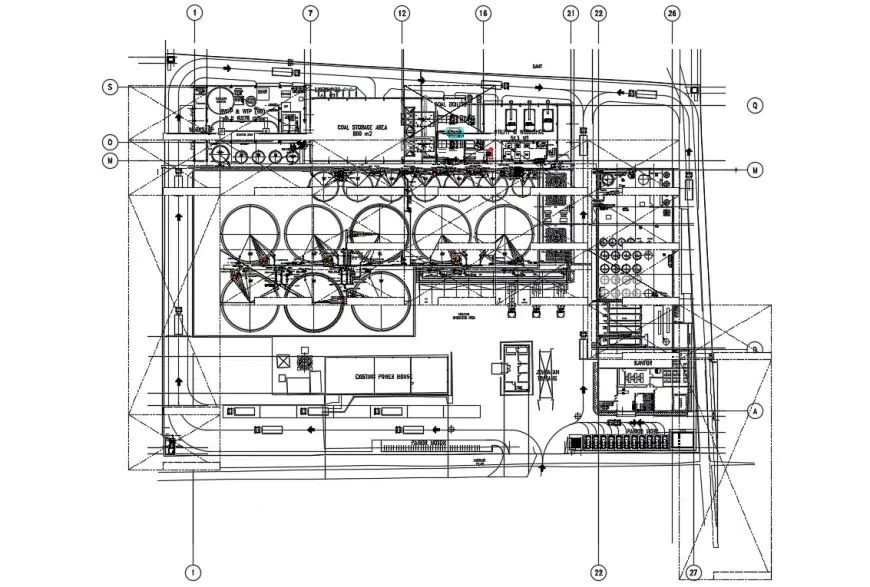
- Space-Efficient Modular Build: Designed to fit site layout constraints
- Fully Integrated CIP & PLC Controls: Streamlined operation, cleaning and remote system management
- Delivered with SAT and Operator Training: Ensured smooth startup and operational confidence
- Built for Long-Term Maintainability: Aligned with Suntory’s ongoing operational goals
Implementation
Despite design complexities, BHF delivered the system with efficient delivery and effective communication. The project included full commissioning, Site Acceptance Testing (SAT) and comprehensive operator training to ensure a seamless handover.
Water and Environmental Benefits:
- Design focus to ensure significant reduction in wastewater discharge volume
- The UF System and Recovery UF are designed to deliver around 220 kL/hr during operation, achieving up to ~99.98% water recovery. Compared with conventional UF designs (typically 90–95% recovery), this has the potential to save approximately 21,000 L/hr at full production, depending on site conditions and feedwater quality.
- The RO System and Recovery RO are designed to deliver around 150 kL/hr during operation, achieving up to ~94.4% water recovery. Compared with conventional RO designs (typically achieving 80–90% recovery), this configuration has the potential to save approximately 21,600 L/hr at full production, depending on site conditions and feedwater characteristics.
- Combined potential water savings of 43,550 l/hr
- As a new Greenfield site, this is a standout waste recovery design capable of achieving 50% energy savings in a low energy focused design.
- Both supplier and customer are proud of this world leading Sustainable design
Operational Improvements:
- Safer, cleaner operation with HEPA air supply to treated water tanks
- Optimised Antiscalant
- Sanitary design, fully heat sanitisable
- Unique energy savings design to ensure minimum energy use during production downtime while maintaining system hygiene and integrity
- System reliability and maintainability confirmed through a thorough SAT and purpose designed maintenance program
Watch our Suntory video to find out more
Recent Case Studies

South Taranaki District Council (STDC)

New South Wales Brewery – Tooheys

Torresan Estate – Automated Filtration System

Wastewater filtration system – custom product development

Want To Know More About How BHF Could Improve Your Filtration And Purification Performance?
Get in touch to find out more.