






































Case Study South Taranaki District Council (STDC)



Project Highlights

Time and budgetary compliance
Delivery on time and within budget: A complete ‘plug and play’ installation with no physical, operational or software changes required.

Water quality Achieved
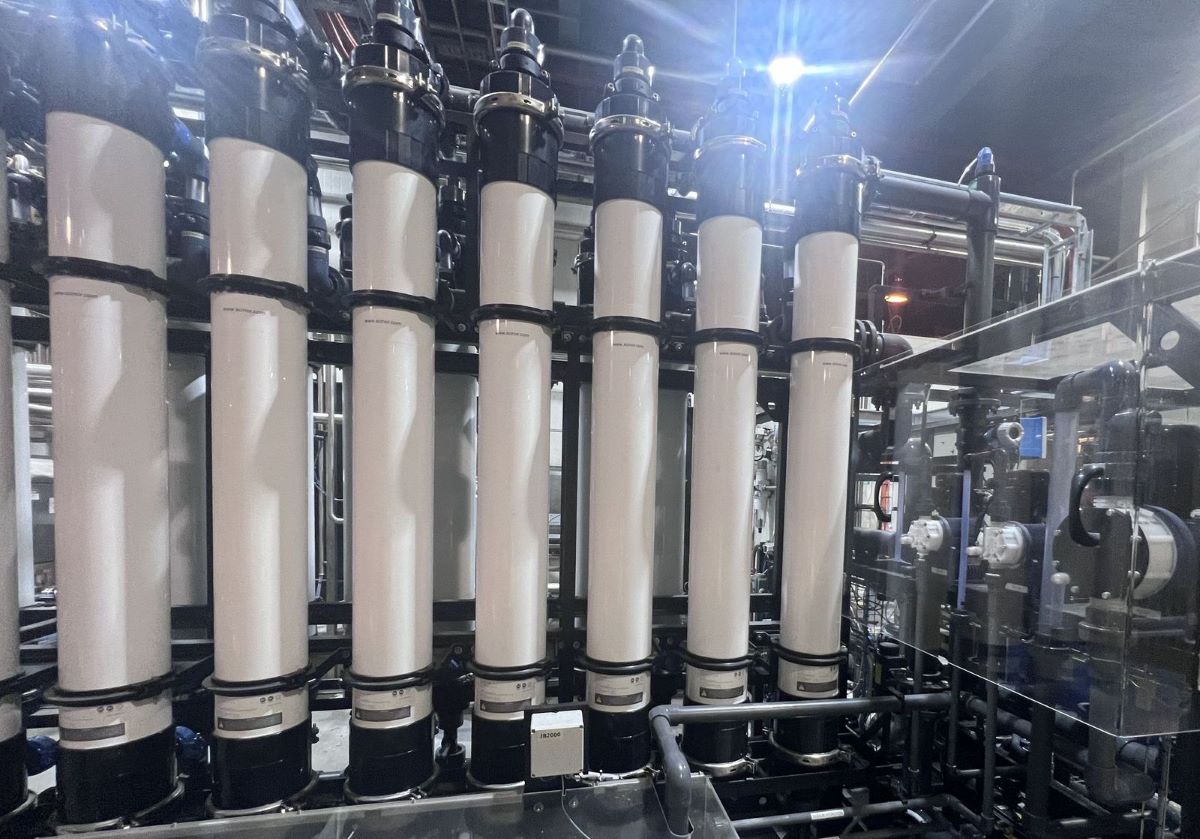
The new BHF UF retrofit P50 rated at 0.03µ, exceeded requirements without compromising flow, energy demands or total plant capacity.
Significant CapEx savings
Supply and installation of replacement modules and disposing of the old, resulting in a 30%+ CapEx savings compared to original OEM offering.
More about this project
South Taranaki District Council (STDC) is the local government authority responsible for delivering essential services to communities across the South Taranaki district in New Zealand. A key part of this responsibility is the management of municipal drinking water infrastructure, ensuring the safe, reliable supply of potable water to residential, commercial, and industrial users throughout the region. STDC oversees the treatment and distribution systems required to deliver up to 13 million litres per day (MLD) of compliant drinking water, maintaining strict adherence to national water quality standards while supporting the ongoing needs of the district’s communities and local industries.
BHF provided a complete solution to address the challenges faced by STDC:
-
Compliance assurance – Confirmed that the new BHF UF retrofit P50 met all relevant NSF certification requirements for drinking water applications.
-
Fast delivery – Provided a prompt supply timeframe, with a four-week manufacturing lead time and approximately eight weeks for shipping.
-
Turnkey project delivery – Managed the full scope of works, including removal of the existing modules, installation of the new modules, disposal of the old units, and recycling of packaging waste.
-
Plug-and-play installation – The replacement modules were fully compatible with the existing plant, requiring no modifications to the treatment system.
-
Significant capital cost savings – Delivered a substantial CapEx saving compared with the original OEM replacement offering.
Since the installation of two racks of BHF P50 retrofit modules each in 2024, and the third rack in early 2025, STDC has observed significant improvements:
-
Reliable plant performance – All racks are operating with consistent integrity, eliminating unplanned downtime due to leaks or failures.
-
Improved staff efficiency – Operational staff no longer need to spend time pinning or repairing leaking modules, allowing focus on other core responsibilities.
-
Ongoing plant optimisation – Recommendations from BHF audits, conducted during and after installation, have supported continuous process improvements and maximised plant performance.
Recent Case Studies

Suntory – Advancing Water Sustainability

New South Wales Brewery – Tooheys

Torresan Estate – Automated Filtration System

Wastewater filtration system – custom product development

Want To Know More About How BHF Could Improve Your Filtration And Purification Performance?
Get in touch to find out more.