






































Case Study Victoria’s Largest Brewery





Project Highlights

OpEx savings
The BHF application engineering team collaborated closely with the customer, brewers and their engineering team, to develop a complete tie-in solution, within a specified budget, including civils, mechanical and electrical tie in and automation which resulted in annual OpEx cost savings of up to 50%
Provision of microbially fit-for-purpose brewing water
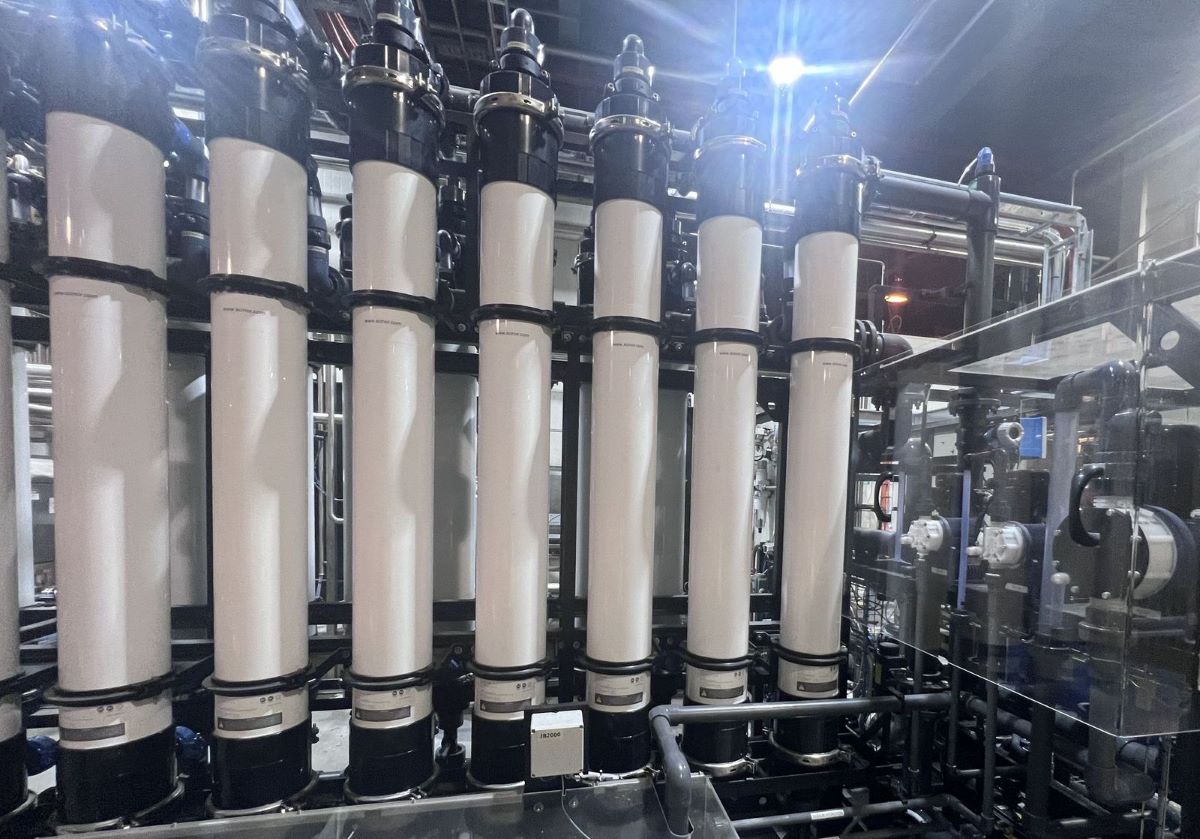
Integrity testable UF membrane to ensure bacteria and virus log reduction, along with proprietary heat sanitisable carbon cartridges for dichlorination, without the risk of microbial growth associated with traditional carbon beds, all integrated in a closed loop hygienic system
Performance improvements
Reduced and optimised backflush frequency, water volumes, and improved water recovery resulted in a 90% recovery of wastewater compared with the old plant and a new state–of–the art hygienic UF plant operating @ >95% water recovery.
More about this project
Client profile
Major global beverage manufacturer, specialising in brewing.
Location: Melbourne, Victoria
What were the challenges?
The customer had an existing water treatment plant that was aging, no longer supported, and led to several issues. Despite using carbon filters, the plant experienced significant water wastage and high levels of microbial contamination within the treatment process.
The membranes they were using on their existing water treatment plant were not compatible with chlorine. Carbon beds were used upstream for dichlorination, which added to the fouling and contamination of the water plant.
What was the solution?
Prior to conducting a site audit, we had anticipated replacing the water treatment system modules. Upon inspection, we determined that the aging plant was no longer viable due to obsolete parts needing replacement and significant time to carry out the works. BHF were able to supply a new turnkey system within the limitations of their budget.
Partnering with Scinor, using a chlorine tolerant UF membrane, we eliminated the requirement for carbon pretreatment and minimised the footprint. We split the backwash, which would go to a secondary UF treatment to recover the water and feed back into the water treatment plant. This reduced the trade waste volume.
Downstream of the UF plant, BHF provided a proprietary sintered Supercarb™ carbon cartridges, which allowed for efficient cleaning, heat sanitisation, and chlorine removal.
What were the specific results achieved?
The final product water quality has consistently performed to within the customer purified water specification for the brewing water process. This included the removal of microorganisms and chlorine.
There was less water going to waste, improved plant uptime, water recovery >95%, all with a smaller footprint. We also increased the plant capacity by 30%. While previously not managed, carbon is now heat sanitised biannually.
The new system operation was integrated into their existing plant automation.
Recent Case Studies

South Taranaki District Council (STDC)

Suntory – Advancing Water Sustainability

New South Wales Brewery – Tooheys

Torresan Estate – Automated Filtration System

Want To Know More About How BHF Could Improve Your Filtration And Purification Performance?
Get in touch to find out more.